







无锡赛万特 浮动铰刀柄 可调式浮动刀柄 批发报价
可调式铰刀刀柄 对准中心铰刀用浮动刀柄 适用机床:
适用机床:
车床、铣床、加工中心、钻床、专机等。

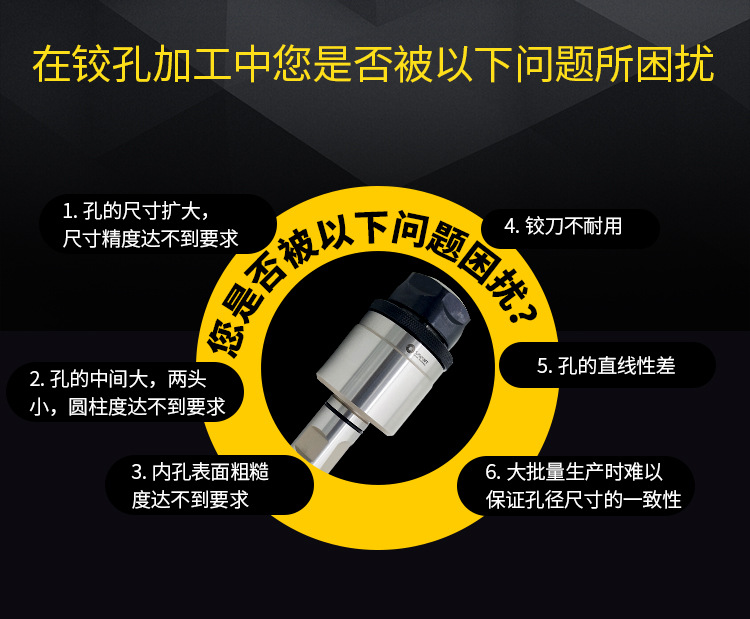
在铰孔加工中您是否被以下问题所困扰:
●孔的尺寸扩大,尺寸达不到加工要求
●孔的中间大,两头小,圆柱度达不到要求
●内孔表面粗糙度达不到要求
●铰刀不耐用
●孔的直线性差
●大批量加工生产时难以保证孔径尺寸的*性
赛万特浮动铰刀柄帮您解决以上问题!

精湛工艺 寿命更长
主轴和被夹持铰刀中心在设定的浮动范围内始终与被加工孔中心保持重合,铰刀全部刀刃全程均匀且无震动,这使得铰刀使用寿命至少可延长5倍以上。

精密水准 效率更高
加工较深孔时,加工较深孔时,在铰刀不磨损的状况下连续铰削,所有被加工孔的圆度、圆柱度、粗糙度达到珩磨、研磨的高精度水平,并能保持很高的*性。达到了超精密加工的水准,免去了珩磨工序、提高了生产效率,减少了固定资产投入。

柔性 平稳 均匀
铰刀在整个铰孔加工过程中柔性、平稳、均匀地完成铰削任务,使被铰孔径圆度、圆柱度达到0.002MM,粗糙度达到RA0.2UM。

铰孔工艺
缩减了换刀、对刀等辅助工时。
减小对机床精度的高要求,普通车床、钻床等也能加工出高精度孔的产品。
 使用方法
使用方法
1.定心套筒完全旋紧时,径向锁紧,无浮动间隙。定心套筒盘面刻度每转过一格,径向浮动距离增加0.08mm,最大径向间隙为1mm。
2.刀柄内部的结构设计可实现铰刀轴心线在轴向最大1°范围内自由浮动,自动补偿预加工孔中心与机床主轴之前存在的角度偏差。

铰孔加工时可能存在大的偏差状态:
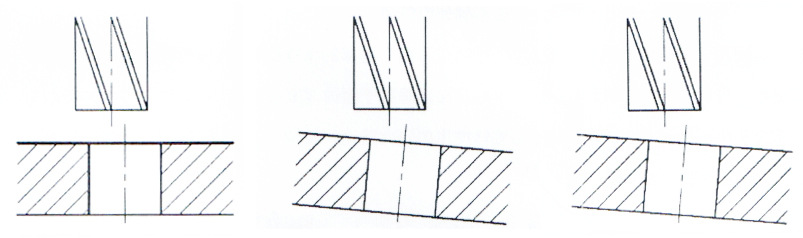
1 预加工孔与铰刀不同轴 2 预加工孔中心与铰刀中心有夹角 1与2的偏差状态同 时存在
消除以上偏差的操作方法:
拧紧调整螺母。然后慢慢往回旋转。直到完全消除刀具轴心和预加工孔中心的不同轴误差。
拧紧调整螺母时,刀具轴心线无角度浮动。调节调整螺母,刀具轴心线可在轴向最大1°范围内自由浮动,角度浮动的范围随径向浮动范围的增大而增大。
尺寸示意图:
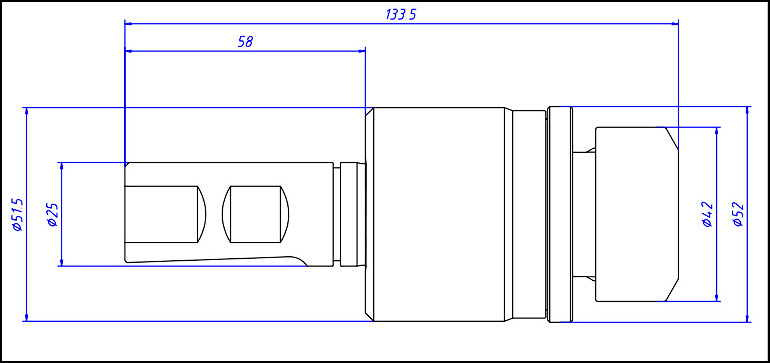
可调式铰刀刀柄 对准中心铰刀用浮动刀柄
更有其他多种形式可以非标定制!请来电来函咨询:
随时致电我们,我们将竭诚为您服务!
无锡浩普科技有限公司浮动刀柄|微量补偿攻丝刀柄|莫氏油路刀柄(莫氏外冷转内冷刀柄)|BT油路刀柄(BT外冷转内冷刀柄)

无锡浩普科技有限公司是集研究、设计与生产为一体的科研型生产销售公司,主要经营镜面滚压工具滚压刀|去毛刺倒角刀|快速钻|u钻|铣刀|车刀|螺纹刀具|丝锥|螺纹切削座|非标镗刀|等畅销产品,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。
无锡浩普科技有限公司经营销售的镜面滚压工具滚压刀|去毛刺倒角刀|快速钻|u钻|铣刀|车刀|螺纹刀具|丝锥|螺纹切削座|非标镗刀|等品种齐全、价格合理。无锡浩普科技有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
无锡赛万特 浮动铰刀柄 可调式浮动刀柄 批发报价
可调式铰刀刀柄 对准中心铰刀用浮动刀柄适用机床:
车床、铣床、加工中心、钻床、专机等。
在铰孔加工中您是否被以下问题所困扰:
●孔的尺寸扩大,尺寸达不到加工要求
●孔的中间大,两头小,圆柱度达不到要求
●内孔表面粗糙度达不到要求
●铰刀不耐用
●孔的直线性差
●大批量加工生产时难以保证孔径尺寸的*性
赛万特浮动铰刀柄帮您解决以上问题!
精湛工艺 寿命更长
主轴和被夹持铰刀中心在设定的浮动范围内始终与被加工孔中心保持重合,铰刀全部刀刃全程均匀且无震动,这使得铰刀使用寿命至少可延长5倍以上。
精密水准 效率更高
加工较深孔时,加工较深孔时,在铰刀不磨损的状况下连续铰削,所有被加工孔的圆度、圆柱度、粗糙度达到珩磨、研磨的高精度水平,并能保持很高的*性。达到了超精密加工的水准,免去了珩磨工序、提高了生产效率,减少了固定资产投入。
柔性 平稳 均匀
铰刀在整个铰孔加工过程中柔性、平稳、均匀地完成铰削任务,使被铰孔径圆度、圆柱度达到0.002MM,粗糙度达到RA0.2UM。
铰孔工艺
缩减了换刀、对刀等辅助工时。
减小对机床精度的高要求,普通车床、钻床等也能加工出高精度孔的产品。
使用方法
1.定心套筒完全旋紧时,径向锁紧,无浮动间隙。定心套筒盘面刻度每转过一格,径向浮动距离增加0.08mm,最大径向间隙为1mm。
2.刀柄内部的结构设计可实现铰刀轴心线在轴向最大1°范围内自由浮动,自动补偿预加工孔中心与机床主轴之前存在的角度偏差。
铰孔加工时可能存在大的偏差状态:
1 预加工孔与铰刀不同轴 2 预加工孔中心与铰刀中心有夹角 1与2的偏差状态同 时存在
消除以上偏差的操作方法:
拧紧调整螺母。然后慢慢往回旋转。直到完全消除刀具轴心和预加工孔中心的不同轴误差。
拧紧调整螺母时,刀具轴心线无角度浮动。调节调整螺母,刀具轴心线可在轴向最大1°范围内自由浮动,角度浮动的范围随径向浮动范围的增大而增大。
尺寸示意图:
可调式铰刀刀柄 对准中心铰刀用浮动刀柄
更有其他多种形式可以非标定制!请来电来函咨询:
随时致电我们,我们将竭诚为您服务!
无锡浩普科技有限公司浮动刀柄|微量补偿攻丝刀柄|莫氏油路刀柄(莫氏外冷转内冷刀柄)|BT油路刀柄(BT外冷转内冷刀柄)
无锡浩普科技有限公司是集研究、设计与生产为一体的科研型生产销售公司,主要经营镜面滚压工具滚压刀|去毛刺倒角刀|快速钻|u钻|铣刀|车刀|螺纹刀具|丝锥|螺纹切削座|非标镗刀|等畅销产品,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。
无锡浩普科技有限公司经营销售的镜面滚压工具滚压刀|去毛刺倒角刀|快速钻|u钻|铣刀|车刀|螺纹刀具|丝锥|螺纹切削座|非标镗刀|等品种齐全、价格合理。无锡浩普科技有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
无锡赛万特 浮动铰刀柄 可调式浮动刀柄 批发报价
可调式铰刀刀柄 对准中心铰刀用浮动刀柄适用机床:
车床、铣床、加工中心、钻床、专机等。
在铰孔加工中您是否被以下问题所困扰:
●孔的尺寸扩大,尺寸达不到加工要求
●孔的中间大,两头小,圆柱度达不到要求
●内孔表面粗糙度达不到要求
●铰刀不耐用
●孔的直线性差
●大批量加工生产时难以保证孔径尺寸的*性
赛万特浮动铰刀柄帮您解决以上问题!
精湛工艺 寿命更长
主轴和被夹持铰刀中心在设定的浮动范围内始终与被加工孔中心保持重合,铰刀全部刀刃全程均匀且无震动,这使得铰刀使用寿命至少可延长5倍以上。
精密水准 效率更高
加工较深孔时,加工较深孔时,在铰刀不磨损的状况下连续铰削,所有被加工孔的圆度、圆柱度、粗糙度达到珩磨、研磨的高精度水平,并能保持很高的*性。达到了超精密加工的水准,免去了珩磨工序、提高了生产效率,减少了固定资产投入。
柔性 平稳 均匀
铰刀在整个铰孔加工过程中柔性、平稳、均匀地完成铰削任务,使被铰孔径圆度、圆柱度达到0.002MM,粗糙度达到RA0.2UM。
铰孔工艺
缩减了换刀、对刀等辅助工时。
减小对机床精度的高要求,普通车床、钻床等也能加工出高精度孔的产品。
使用方法
1.定心套筒完全旋紧时,径向锁紧,无浮动间隙。定心套筒盘面刻度每转过一格,径向浮动距离增加0.08mm,最大径向间隙为1mm。
2.刀柄内部的结构设计可实现铰刀轴心线在轴向最大1°范围内自由浮动,自动补偿预加工孔中心与机床主轴之前存在的角度偏差。
铰孔加工时可能存在大的偏差状态:
1 预加工孔与铰刀不同轴 2 预加工孔中心与铰刀中心有夹角 1与2的偏差状态同 时存在
消除以上偏差的操作方法:
拧紧调整螺母。然后慢慢往回旋转。直到完全消除刀具轴心和预加工孔中心的不同轴误差。
拧紧调整螺母时,刀具轴心线无角度浮动。调节调整螺母,刀具轴心线可在轴向最大1°范围内自由浮动,角度浮动的范围随径向浮动范围的增大而增大。
尺寸示意图:
可调式铰刀刀柄 对准中心铰刀用浮动刀柄
更有其他多种形式可以非标定制!请来电来函咨询:
随时致电我们,我们将竭诚为您服务!
无锡浩普科技有限公司浮动刀柄|微量补偿攻丝刀柄|莫氏油路刀柄(莫氏外冷转内冷刀柄)|BT油路刀柄(BT外冷转内冷刀柄)
无锡浩普科技有限公司是集研究、设计与生产为一体的科研型生产销售公司,主要经营镜面滚压工具滚压刀|去毛刺倒角刀|快速钻|u钻|铣刀|车刀|螺纹刀具|丝锥|螺纹切削座|非标镗刀|等畅销产品,在消费者当中享有较高的地位,公司与多家零售商和代理商建立了长期稳定的合作关系。
无锡浩普科技有限公司经营销售的镜面滚压工具滚压刀|去毛刺倒角刀|快速钻|u钻|铣刀|车刀|螺纹刀具|丝锥|螺纹切削座|非标镗刀|等品种齐全、价格合理。无锡浩普科技有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。